Les analyses des causes fondamentales révèlent que plus de 80 % des défauts qualitatifs des bandes de rupture thermique dans tout le secteur, notamment les bulles internes, la porosité des faces d’extrémité, les fissures survenant lors du montage, les déformations à long terme, les pannes dues au vieillissement thermique et les dimensions instables, sont imputables à des procédés de séchage inadaptés. De nombreux fabricants ne se concentrent que sur les étapes apparentes comme l’extrusion, la mise en forme et la coupe, tout en négligeant le séchage, une étape préliminaire cachée. Ils pensent qu’une faible teneur en humidité n’altère pas les performances du produit. Or, un séchage insuffisant des bandes de rupture thermique en PA66 entraîne des défauts de fabrication intrinsèques irréversibles. Il dégrade les caractéristiques du matériau au niveau de sa structure interne et provoque une série de problèmes latents sur les projets de portes et fenêtres. Cet exposé détaille les divers défauts issus d’un mauvais séchage, les conséquences graves sur les menuiseries, ainsi que des solutions de contrôle de séchage affinées sur l’ensemble du procédé, pour fournir des références pratiques en vue d’améliorer les procédés et réduire les pertes au sein du secteur.
I. Quatre types de défauts produits typiques dus à un séchage insuffisant
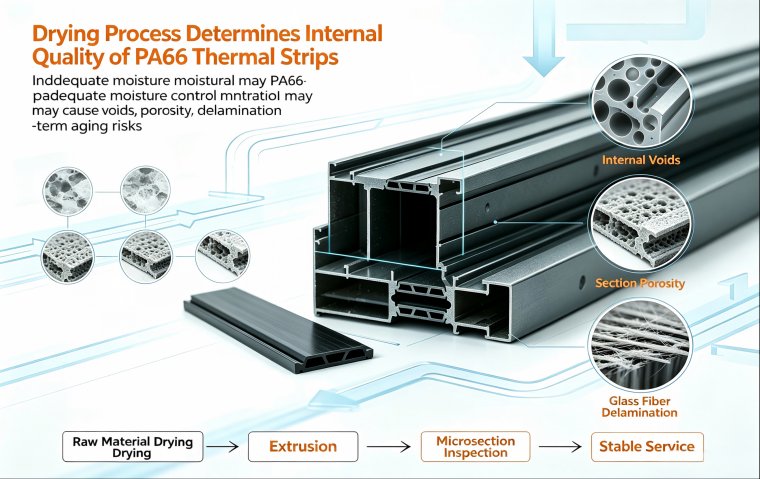
Défauts de bulles internes et de microporosité
Lors d’une déshumidification incomplète des matières premières, l’humidité résiduelle se vaporise instantanément dans le cadre de l’extrusion à haute température supérieure à 260 °C. De nombreuses micro‑pores et cavités se forment au sein de la matière fondue. Ces pores répartis de manière dense restent invisibles à l’extérieur. Les structures poreuses ne sont visibles qu’après sectionnement et diminuent directement la compacité ainsi que la résistance structurelle du matériau.
Défauts liés au mélange inhomogène de la masse fondue et au décollement du matériau
Les matières premières humides perturbent l’état de fusion de la résine PA66 et réduisent l’adhérence entre la résine et les fibres de verre. Des agrégats locaux de fibres de verre, des décollements de résine et une stratification du matériau apparaissent, générant des défauts d’inclusion cachés. Après calcination, on observe souvent le jaunissement des fibres de verre et des impuretés résiduelles, ce qui abaisse considérablement la pureté du matériau.
Défauts d’aspect de surface et de précision dimensionnelle
Un séchage insuffisant entraîne une fluctuation de la pression de la masse fondue et une vitesse d’extrusion instable. Les profilés extrudés présentent des surfaces rugueuses, des piqûres, des traces d’eau et des ondulations. Par ailleurs, les écarts de rectitude, de torsion et d’épaisseur de section transversale dépassent les limites normatives. Une mauvaise cohérence dimensionnelle entre les lots empêche un assemblage précis des bandes.
Défauts de dégradation des performances et de résistance aux intempéries
L’humidité emprisonnée dans le matériau provoque progressivement le vieillissement par hydrolyse moléculaire pendant une utilisation prolongée. Les bandes de rupture thermique perdent leur ténacité et deviennent fragiles, avec une chute importante de leur résistance au vieillissement thermique. Des phénomènes comme la fragilisation, la pulvérisation et la fissuration surviennent au bout d’une durée de service courte.
II. Risques importants sur les projets de portes‑fenêtres causés par des défauts liés au séchage
Premièrement, des risques notables sur la sécurité structurelle surviennent. L’intérieur poreux des bandes de rupture thermique diminue fortement leur résistance à la traction, aux charges du vent et aux déformations. Lorsque des portes et fenêtres à grands vantaux dans des immeubles de grande hauteur subissent une contrainte durable, des ruptures partielles, des déformations des profilés et des vantaux desserrés sont très probables, ce qui compromet gravement la stabilité structurelle des menuiseries.
Deuxièmement, les performances d’économie d’énergie et d’étanchéité sont altérées. Les micropores internes forment des chemins invisibles de convection aérienne et augmentent sensiblement le coefficient de conduction thermique. Par conséquent, les bandes perdent leur fonction de rupture de pont thermique ; les fenêtres ne respectent plus les normes d’isolation thermique et échouent aux contrôles énergétiques. De plus, les écarts dimensionnels et les surfaces inégales entraînent un mauvais ajustement entre les profilés. Des fuites d’air, des infiltrations d’eau et une baisse de l’isolation acoustique apparaissent après une utilisation prolongée.
Troisièmement, des problèmes après‑vente récurrents à long‑terme voient le jour. Le vieillissement hydrolytique provoqué par un séchage inadapté évolue progressivement. Des fissures, le rétrécissement, des déformations et une rupture de l’étanchéité se développent massivement après trois à cinq ans d’utilisation. Les reprises et entretiens génèrent des coûts élevés ainsi que de nombreuses plaintes sur les chantiers, ce qui porte atteinte à la réputation des fabricants de portes et fenêtres.
III. Synthèse des pratiques non‑normatives courantes des procédés de séchage au sein du secteur
Premièrement, la température de séchage est réglée arbitrairement. Une température trop faible empêche une élimination complète de l’humidité, tandis qu’une température excessive entraîne la dégradation oxydative des matières premières.
Deuxièmement, la durée du séchage est raccourcie. Les fabricants réduisent le temps de séchage pour augmenter la production, de sorte que les matériaux sont secs en surface mais restent humides à l’intérieur.
Troisièmement, des équipements de qualité inférieure sont utilisés. Sans système de circulation de déshumidification, un séchage à air chaud classique ne parvient pas à éliminer l’humidité profondément liée au matériau.
Quatrièmement, les matières premières séchées sont exposées à l’air ambiant sur une longue durée. L’humidité réabsorbée n’est pas éliminée par un retraitement complémentaire.
Cinquièmement, les matériaux recyclés et humides sont directement intégrés à la production sans prolongation du temps de séchage, ce qui provoque une fabrication massive de produits défectueux.
IV. Solutions de prévention affinée et d’optimisation des procédés de séchage des bandes de rupture thermique
Mise à niveau des équipements : Remplacer le simple séchage à air chaud par un système de déshumidification et de séchage à boucle fermée à température et débit d’air constants. La plage de température est contrôlée avec précision entre 90 et 110 °C, afin d’évaporer totalement l’humidité interne profonde et de stabiliser la teneur en humidité des matières premières à ≤ 0,1 %.
Optimisation des procédés : Mettre en place une gestion différenciée de la durée de séchage pour les matières neuves, les matières humides et les matières recyclables, avec des durées adaptées, afin d’éviter des normes de traitement rigides et uniformes. Régler strictement l’épaisseur et la disposition en couches des matériaux pour garantir une pénétration homogène de l’air chaud et éliminer les zones mortes de déshumidification locales. Stocker les matériaux séchés dans des conditions scellées et thermiquement isolées pour empêcher la réabsorption secondaire d’humidité.
Amélioration du contrôle qualité : Instaurer un mécanisme complet de vérification du séchage. Tester la teneur en humidité des matières premières avant chaque lot de production, réaliser des contrôles par échantillonnage et sectionnement pour vérifier la compacité interne et éliminer les défauts de pores et de porosité. Mettre en œuvre des essais de calcination pour vérifier davantage la stabilité des matériaux et empêcher la mise en production de matières premières dont le séchage est non conforme.
V. Intérêt du contrôle strict du procédé de séchage pour l’amélioration qualitative du secteur
Un contrôle affiné du séchage constitue une amélioration déterminante : il transforme les bandes de rupture thermique de composants simplement fonctionnels en produits performants et durables. Corriger les lacunes techniques du séchage permet d’éliminer complètement les défauts fondamentaux comme la porosité, les bulles, les déformations et le vieillissement. Cela renforce notablement la constance des lots, la sécurité structurelle et la résistance à long‑terme aux intempéries des bandes de rupture thermique, aide les entreprises de menuiserie à réduire les risques après‑vente, à améliorer la qualité des chantiers et favorise la standardisation ainsi que la sophistication des procédés de fabrication du secteur.
Conclusion
Si le séchage semble une étape préliminaire simple avant la fabrication, il détermine essentiellement la qualité interne des bandes de rupture thermique et constitue la protection fondamentale contre les défauts cachés. La plupart des problèmes qualitatifs du secteur proviennent des risques latents (bulles, porosité, vieillissement, déformations) dus à un séchage non conforme. La normalisation des paramètres de séchage, l’optimisation des procédures associées et la mise en place de contrôles rigoureux‑premier point de vérification de la production‑ améliorent profondément la qualité globale des bandes de rupture thermique en PA66 et garantissent un fonctionnement sûr, économe en énergie et durable des menuiseries aluminium à rupture de pont thermique.